| Назначение оборудования: полностью автоматизированная линия по производству ориентированной стружечной плиты. Плотность горячего прессования 550-750 кг/м3 листа. Имеет ровную поверхностную структуру градиента основного слоя, хорошую теплоизоляцию, звукоизоляцию и хорошие данные станочной обработки, широко используется при производстве мебели, высокопрочных шкафов, спикеров, отделки интерьера и т.д. |
||||||
| Производительность линии: 30 000-60 000 м3 в год | ||||||
| Сырье: линия ОСП использует в качестве сырья древесину, стружку | ||||||
|
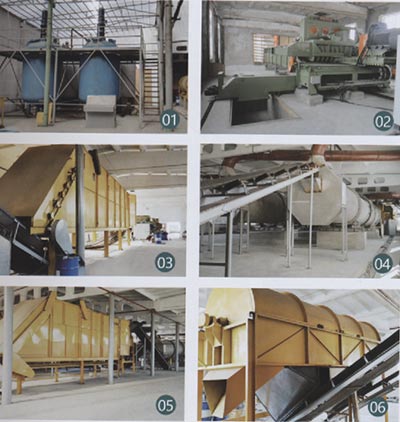
1.Cекция подготовки стружки 2.Секция сушки и просеивания 3.Секция формовки и горячего прессования 4.Секция охлаждения и калибровки 5.Секция шлифовки В разделе формовки плит и секции горячего пресса используется контроль ПЛК |
||||||
|
||||||
Конечный продукт: |
||||||
Технологическая схема размещения оборудования: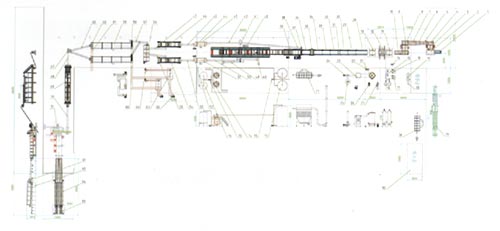 |


Все права защищены. E-mail: mega-power@asia-business.biz. Tel: 86 13903612274
В случае использования ссылка на сайт обязательна