Hong Kong Mega-Power Co. LTD.
ОБОРУДОВАНИЕ ПО ПРОИЗВОДСТВУ КИРПИЧА
Паспорт на пресса HDP 300
КНР, г. Харбин 2007
Гидравлический пресс автоматического действия для производства кирпичей. (Гиппер прессование)
В основе работы пресса марки НDP лежит процесс прессования (двухстороннего) керамического порошкообразного сырья, с незначительным содержанием влаги (полусухое прессование) предназначенного для изготовления стеновых стройматериалов.
Производится по лицензии Австрийской республики приобретенной правительством Китайской Народной Республики в 2001 году.
Возможно, использование любых инертных материалов и незначительных добавок цемента или извести. Можно использовать в качестве заполнителя-
-шлак
-золу
-песок
-мелко дробленую фракцию камня
-глину
-старый бетон дробленный (без арматуры)
1. Основные агрегаты
1.1 Каретка для подачи сырья
Совершая горизонтальные возвратно-поступательные движения, осуществляет равномерную доставку сырья в форму. Одновременно посредством выталкивающего устройства выдает сформированные кирпичи.
1.2 Желоб
Служит для приема сырья и дальнейшего распределения его по подвижной каретке
1.3 Подвижный бимс верхний
Деталь механизма, прикрепленная к верхней форме и совершающая возвратно-поступательные движения под действием основного цилиндра
1.4 Подвижный бимс нижний
Деталь механизма, прикрепленная к нижней форме и совершающая возвратно-поступательные движения под действием нижнего цилиндра.
1.5 Верхний бимс (закрепленный бимс)
Составляющая рамы пресса , закрепляющая ванту основного цилиндра
1.6 Нижний бимс (рабочая площадка)
Составляющая рамы пресса. Верхняя часть служит рабочей площадкой пресса. Закрепляет крышку ванты
1.7 Основной цилиндр верхнего давления
Механизм, обеспечивающий подачу давления для процесса формирования кирпичей. Приводит в движение подвижный бимс, заставляя его совершать вертикальные возвратно-поступательные движения в предусмотренном порядке.
1.8 Цилиндр нижнего давления
Механизм, обеспечивающий подачу давления для процесса формирования кирпичей. Приводит в движение подвижный нижний бимс, заставляя его совершать вертикальные возвратно-поступательные движения в предусмотренном порядке.
1.9 Выталкивающее устройство
Деталь цилиндра, соединенная с верхней формой или с основной полостью формы. Совершает возвратно-поступательные движения в установленном порядке.
1.10 Гидравлическая станция
Источник движущей силы для гидравлической системы пресса
1.11 Дополнительные агрегаты, комплектующие пресса
Комплектующие, обеспечивающие нормальную работу пресса, такие как формы, системы очистки от пыли, системы охлаждения и т.д.
1.12 Электронная система управления
Система обеспечивает автоматическую работу пресса и его агрегатов.
1.13. Несущие опоры разгрузчика 4 шт.
1.14. Сочленяющие опоры балки Две поперечные, короткие, Две продольные, длинные. Всего 4 шт.
1.15. Перемещающий механизм
1.16. Приёмная воронка.
2. Тип пресса комплексный
Рама состоит из валика и двух бимсов – верхнего и нижнего. Данный пресс относится к прессам среднего давления.
Давление в котором составляет 5000 kN – 15000 kN. Основные параметры пресса соответствуют данным, приведенным в таблице №1
Таблица № 1
| Параметр | Ед. изм. | Количество | Примечания |
| Давление среднее | kN | 6000 | |
| Циркуляция | раз / мин | >22 | |
| Сила выталкивания выталкивающего устройства | kN | >150 | |
| Номинальное избыточное давление на предохранительный клапан на крышке | kN | 93 | |
| Длина пробега подвижного бимса | mm | >140 | |
| Расстояние между валиками (плитами) рабочей площадки mm | mm | >1000 | |
| Вес | кг | 38 000 | Без толкателя и разгрузчика |
| Длина | mm | 4005 | Без толкателя и разгрузчика |
| Ширина | mm | 3140 | |
| Высота | mm | 5100 | |
| Отводов воздуха | раз / мин | 3 | |
| Энергопотребление | КВт | 90 | Без толкателя и разгрузчика |
| Производительность стандартных блоков | Час \ шт. | 4500 | |
| Производительность кирпича с отверстиями | Час \ шт. | 2250 | |
| Рабочий ход | мм | 125 | |
| Количество формования за раз | шт | 20 | |
| Фракция используемого материала | мм | 0,1 – 3 | |
| Главный цилиндр не менее | мм | 350 | |
| Цилиндры нижнего давления | мм | 350 | Допустим монтаж двух цилиндров меньшего диаметра |
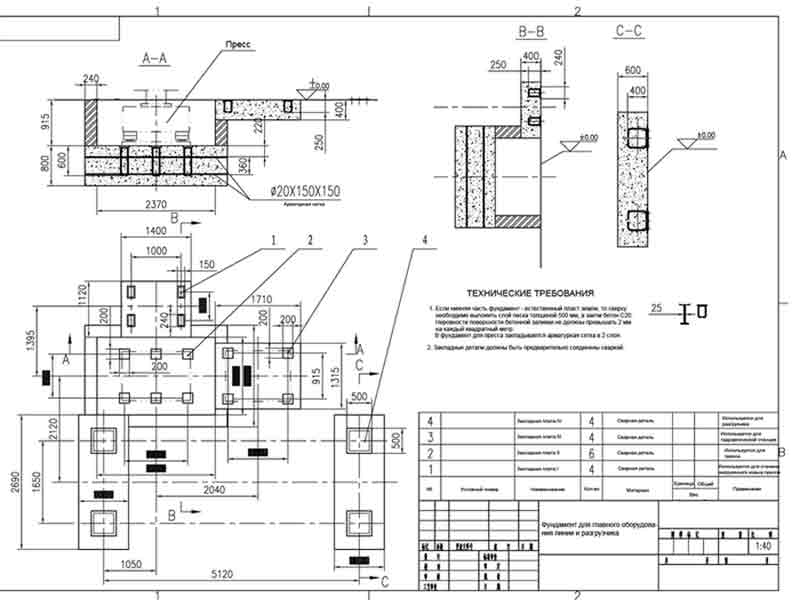
| Фундамент | Шт | 1 | Заглублённый |
3. Технические требования к работе пресса:
1. Пресс должен соответствовать требованиям ГОСТа и сопутствующих документов.
2. Во время работы пресса все операции должны осуществляться плавно и равномерно, при отсутствии каких-либо резких посторонних звуков.
3. Не должно наблюдаться явлений замедления и остановки деталей, приводящих в движение гидравлическую систему, (таких как поршень, скальчатый поршень, подвижный бимс и т.д.)
4. Все системы координации деталей пресса должны быть чувствительными и надежными
5. При нормальной работе пресса температура подшипников качения не превышает 40 С при этом критической температурой, превышение которой недопустимо, является температура 80 С.
Температура направляющих рельсов при нормальной работе пресса не превышает 15 С при этом критической температурой, превышение которой недопустимо, является температура 50 С.
6. Подача сырья должна осуществляться равномерно, явление, когда часть сырья просыпается мимо, является недопустимым.
7. Для поршней, подвижного бимса и других движущихся деталей должны проводиться процедуры, повышающие их износоустойчивость.
8. При соблюдении всех правил эксплуатации, нормальный срок работы пресса без ремонта – 20 000 часов, общий срок работы - не менее 10 лет.
9. Пресс оснащен устройством безопасности, соответствующим стандарту JB3915
10.Все выступающие детали, способные задеть тело работающего человека, снабжены устройствами безопасности.
11.На всех электрических устройствах, допускающих движение только в одном направлении, иметься маркировка в виде стрелочки, указывающей направление движения.
12.При осуществлении проводящихся вручную операций не возникает явление включения автоматической циркуляции.
13. У пресса имеется система мгновенной остановки автоматической циркуляции (в том числе – кнопка мгновенного отключения). После того, как аппарату была дана установка на отключение, система автоматической циркуляции моментально прекращает работу и не возобновлять ее до соответствующей команды.
14.Пресс оснащен системой безопасности на случай превышения допустимого количества сырья или наоборот, недостатка его в желобе или форме.
15.Интенсивность звука, которым сопровождается непрерывная смена полной загрузки и пустоты пресса, не превышает показателей, приведенных в таблице № 2
Таблица № 2
| Общее давление kN | 4000~10000 |
| Интенсивность звука dB(A) | 87 |
Все основные прилегающие поверхности плотно пригнаны.
После пригонки проводится проверка 0,05 миллиметровым щупом.
Глубина вдавливания не должна превышать 20 % всей доступной для исследования глубины.
Протяженность вдавливания не должна в совокупности превышать 10 % доступного для проверки периметра.
К важнейшим прилегающим поверхностям относятся:
- Поверхность, соединяющая платформу стойки, предохранительную гайку, верхний бимс и рабочую площадку.
- Поверхность, соединяющая переднюю часть главного цилиндра ( или поршня) с подвижными бимсами
Геометрическая точность пресса соответствует стандартам, приведенным в таблице № 3
Таблица № 3
| номер | Пункт | Допустимое отклонение |
| 1. | Ровность рабочей площадки | Общее давление не > 6000: 0.07mm |
| 2. | Ровность нижней поверхности подвижного бимса | Общее давление> 6000kN:0,10мм |
| 3. | Параллельность подвижного бимса по отношению к рабочей площадке | Общее давление > 6000kN:0.20mm |
| 4. | Перпендикулярность траектории движения подвижного бимса по отношению к рабочей площадке | 0,04 мм на каждые 100 измерений |
4. Проведение предпусковых испытаний пресса
4.1 Проверка технических характеристик.
Перед проведением испытаний необходимо произвести проверку высоты укрепления подвижного бимса и рабочей площадки и наличие соответствующей подставки в форме. Затем следует провести последовательную проверку по пунктам 1-15.
4.2 Проверка пресса без загрузки
Проверка без загрузки сырья проводится не менее трех раз, с включенным и выключенным масляным насосом. Проверяется чувствительность и надежность движущихся частей.
1.Проверка координации давления в гидравлической системе.
Проводится от самого низкого до самого высокого давления. В самом конце проводится испытание в режиме давления, рекомендованного для нормальной работы пресса. Проверяется стабильность и надежность координации давления.
2.Проверка основных операций.
Проверяется точность и ровность хода подвижных бимсов, каретки для подачи сырья, выталкивающего устройства.
4.3. Проверка регулирования хода и скорости.
Проводится проверка скорости движения подвижных бимсов, каретки для подачи сырья и выталкивающего устройства в режиме от самой низкой до самой высокой скорости в пределах допустимой. Проверяется точность и надежность системы регулирования скорости.
4.4. Проверка автоматической циркуляции
Проводится по схеме № 1
Движение каретки для подачи сырья вперед-назад |
Подвижный бимс | ||
| Замедление на холостом ходу | повышение | ||
| Высокая скорость | замедление | ||
Схема № 1
5. Испытания пресса с загрузкой сырья
Проведение испытаний пресса с загрузкой сырья проводится, как правило, в режиме автоматической циркуляции. Время проведения испытаний при рекомендованном для нормальной работы пресса давлении должно составлять не менее двух часов.
1. Проверка силы прессования
Проводится от самой малой до самой большой, в самом конце проводятся испытания в режиме рекомендованной силы прессования. Проверяется надежность регулирования и стабильность силы прессования на каждом участке циркуляции.
2. Проверка регулирования времени прессования и времени выхода воздуха.
Проводятся испытания прессования и выхода воздуха на каждом участке циркуляции. Проверяется точность и надежность данных операций.
3.Проверка коммутации (переключения) циркуляции в разных режимах работы (например, повторное усиление давления, тройное усиление давления).
Проверяется надежность контроля над переключениями, а также равномерность и координация движения.
6. Методика испытаний
6.1 Основные параметры измерений
6.1.1 Давление и сила выталкивания
Давление и сила выталкивания рассчитываются по следующей формуле:
F=0,1A x P
где F – давление или сила выталкивания, kN;
A – Эффективная площадь поршня масляного цилиндра, cm2;
Р – давление масляного цилиндра, MPa
6.2.2 Количество воздушных циркуляций
Таблица 4.
| Давление, kN | ≤8000 |
| Ход насадки поршня, mm | 90 |
| Ход ползунка поршня, mm | 350 |
6.3 Проверка достоверности
Проверка достоверности проводится согласно госту GB/T 10923.
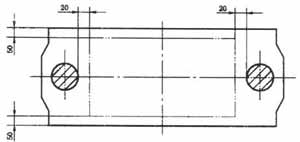
6.3.1 Плоскостность рабочего стола.
Схема 2.
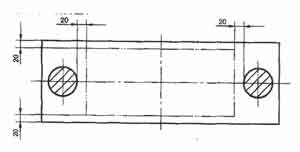
6.3.2 Плоскостность насадки поршня.
В схеме 3 указаны размеры.
Схема 3
6.3.3 Параллельность нижних рабочих плоскостей насадки поршня.
Масштаб измерения насадки поршня соответствует статье 6.3.2.
Вертикальное направление 20 мм, горизонтальное – 60 мм.
Схема 4.
6.3.4 Диаметр движущихся колесиков насадки поршня на противоположенной стороне рабочей поверхности.
Схема 5.
7. Принципы проверки
Проверку на соответствие всех узлов пресса необходимо проводить дважды . Первый раз при выходе с завода. Второй раз после монтажа у покупателя а так же после капитальных плановых ремонтов.
7.1 Проверка при выпуске с завода.
Проверка при выпуске с завода проводится согласно статьям 5.1.2 ~ 5.1.6, 5.2, 5.3, 5.4, 5.5.
7.2 Типичная проверка после монтажа.
По всем пунктам Главы 5 должна пройти проверка. Все показатели проверки имеют юридическую силу. Если давление пресса меньше, чем необходимо по требованиям, то данный товар не соответствует стандарту качества. Если по остальным техническим требованиям показатели не отвечают стандартам, то товар также не соответствует качеству.
8. Качественные показатели получаемой продукции на прессах типа HDP
8.1 Предмет исследований
Номинальный размер кирпича: длина 240мм, ширина 115мм, высота 53 мм.
Уровень интенсивности делится на MU30, MU25, MU20, MU15, MU10.
Сырье:
Инертные материалы должна соответствовать правилам JC/T 409.
Известь должна соответствовать правилам JC/T 621.
Цемент должен соответствовать правилам ГОСТа GB175.
Радиоактивные вещества должны соответствовать ГОСТу GB6763.
8.2 Требуемые параметры
Таблица 1. Размеры и внешний вид
| Название | Продукт высшего сорта (А) | Продукт 1 сорта (В) | Стандартный продукт (С) |
| Допустимые отклонения в размерах: 1)Длина 2)Ширина 3) Высота |
+/-2 +/-2 +/-1 | +/-3 +/-3 +/-2 | +/-4 +/-4 +/-3 |
| Соответствующая высота ≤ | 1 | 2 | 3 |
| Минимальные размеры разрушения углов ≤ | 10 | 15 | 20 |
| Длина трещин ≤ 1)Трещины в вертикальном направлении 2) Другие трещины |
30 50 | 50 70 | 70 100 |
| Слоистость | нет | нет | нет |
Таблица 2. Показатели интенсивности кирпича
| Уровень интенсивности | Прочность на сжатие | Прочность при изгибе | ||
| Среднее значение10 шт ≥ | Значение 1 шт. ≥ | Среднее значение10 шт ≥ | Значение 1 шт. ≥ | |
| МU30 | 30.0 | 24.0 | 6.2 | 5.0 |
| MU25 | 25.0 | 20.0 | 5.0 | 4.0 |
| MU20 | 20.0 | 16.0 | 4.0 | 3.2 |
| MU15 | 15.0 | 12.0 | 3.3 | 2.6 |
| MU10 | 10.0 | 8.0 | 2.5 | 2.0 |
Таблица 3. Морозостойкость кирпича
| Уровень интенсивности | Прочность на сжатие, Мра Среднее значение≥ |
Качественные потери кирпича, % Значение 1 шт. ≤ |
| MU30 | 24.0 | 2.0 |
| MU25 | 20.0 | |
| MU20 | 16.0 | |
| MU15 | 12.0 | |
| MU10 | 8.0 |
Таблица 4. Выборочное количество
| Название | Выборочное количество, штук |
| Отклонения в размерах, качество внешнего вида | 100 (n1=n2=50) |
| Цветность | 36 |
| Уровень интенсивности | 10 |
| Морозостойкость | 10 |
| Сушильная усадка | 3 |
| Свойства карбонизации | 15 |
8.3 Отчет о проверке прессов HDP 500\600
| № | Название | Ед. изм. |
Стандартные показатели |
Результаты проверки |
| 1 | Отклонения в размерах и внешний вид | Шт. | ≥45 | 47 |
| 2 | Прочность на сжатие (средняя величина) | MPa | ≥20.0 | 21.4 |
| (минимальная величина) | MPa | ≥16.0 | 19.8 | |
3 |
Интенсивность (средняя величина) | MPa | ≥4.0 | 8.5 |
| (минимальная величина) | MPa | ≥3.2 | 7.1 | |
| 4 | Сушильная усадка | mm/m | ≤0.65 | 0.31 |
| 5 | Морозостойкость (прочность после заморозки) | MPa | ≥16.0 | 18.7 |
| (качественные потери) | % | ≤2.0 | 0.8 | |
| 6 | Коэффициент карбонизации | / | ≥0.8 | 0.9 |
8.4 Пустотелый строительный кирпич размеры и особенности
Размер личество отверстий: 390х210х190мм, три отверстия
Максимальная ширина отверстия: 40мм
Минимальная толщина стенки: 30мм
Размер образцов и количество отверстий: 390х190х190мм, два отверстия
Максимальная ширина отверстия: 50мм
Минимальная толщина стенки: 30мм
Отклонения в размерах:
Продукция 1 сорта: длина +/-2, ширина +/-2, высота +/-2
Стандартная продукция: длина +/-3, ширина +/-3, высота +/-3
9. Маркировка, упаковка, транспортировка, хранение
9.1 Маркировка
На табличке масляной краской четко указаны марка, табличка должна быть хорошо прикреплена, размер табличке должен соответствовать постановлению JB/T 8.
9.1.1 Табличка с маркировкой содержит следующую информацию:
a) название завода – производителя;
b) марка оборудования;
c) основные технические параметры;
d) дата изготовления и артикул.
9.2Упаковка
9.2.1 Упаковка должна отвечать требованиям госта QB/T 842.8.
9.2.2 Прилагаются следующие документы:
a) сертификат соответствия;
b) инструкция применения;
c) упаковочный лист.
9.3Транспортировка
Необходимо соблюдать правила QB/T 842.8
9.4Хранение
Товар храниться в сухом, проветриваемом помещении, куда исключена возможность попадания влаги.
10. Фото
Выход готовых изделий

Пресс в работе

Перемещающий механизм

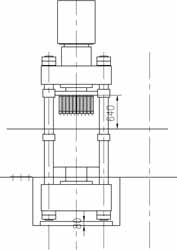
Монтаж пресса на стареле

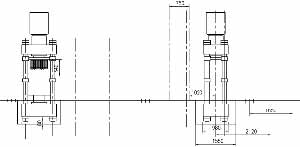
Сочленение с разгрузчиком

Пресс в сборе вид со стороны разгрузчика

Фундамент пресса
Общий вид
Основные установочные оси
11. Заводская гарантия
Гарантийный срок – срок действия гарантии на Оборудование 1год с момента пересечения границы КНР. Под гарантией понимается:
Гарантийный ремонт - комплекс операций по восстановлению исправности или работоспособности Оборудования и восстановлению ресурса Оборудования или его составных частей.
Гарантийное обслуживание (ГО) - обеспечение в течение установленного гарантийного срока соответствия качества поставленного Оборудования требованиям нормативной документации, ТУ, установленным образцам, условиям договора поставки и т.д., безвозмездное устранение несоответствий, выявленных потребителем в гарантийный период, замена Оборудования при его выходе из стоя при условии соблюдения потребителем условий эксплуатации, хранения и транспортирования.
В течение одного года «Исполнитель» оказывается следующий набор услуг:
| Наименование услуги | Срок исполнения | Примечание |
| Консультирование покупателей | 1 день | |
| Сертификация в органах рос. стандарта запасных частей поступающих из КНР | 21 дней | При входе оборудования в РФ |
| Замена узлов и агрегатов, вышедших из строя вследствие заводских дефектов | 5-30 дней | В зависимости от сложности ремонта |
| Проведение ремонтных работ | 7-30 дней | В зависимости от необходимости ждать поставку фирменных запасных частей. |
| Выдача заключений о причинах происхождения дефекта | 3-5 дней | |
| Оформление получения и отправка потребителю гарантийных изделий произведённых на заводе-производителе | 60 дней | |
| Осуществление гарантийного ремонта | 12- 30 дня | В зависимости от сложности ремонта |
| Передача и перевод вопросов- ответов возникших у потребителей в странах СНГ на завод производитель | 3 дня | |
| Внегарантийная поставка запасных частей | 60 дней |
В зависимости от сортамента |
| Полная замена отдельных агрегатов завода или мини завода в целом | 90-180 дней | В зависимости от объёма подлежащего замене оборудования |
| Выдача копий утерянных документов | 14 дней | Таможенных, транспортных, сертификаций, контрактов, инструкций по использованию. |
«Производитель » принимает на себя исполнение работ, описанных в предыдущем разделе договора, по поступившей от «Покупателя» заявке.
В случае выхода из строя оборудования, в период действия заводской гарантии «Заказчик» предоставляет «Производитель » заявку с описанием возникших проблем и дефектов задание в письменном виде.
В течение трёх рабочих дней «Производитель» обязан выдать заключение является ли данный случай гарантийным. В случае признания случая не гарантийным данное утверждение должно быть мотивированно.
Заключение «Производителя» может быть обжаловано у руководства завода производителя.
Решение завода-производителя по классификации гарантийных случаев является окончательными и обязательными для исполнения «Производителем».
Договор считается выполненным после истечения годичного срока нахождения оборудования в РФ, если на 365 день «Покупатель » не заявил претензий в оговоренном в настоящем договоре порядке.
«Производитель» правомочен давать разрешение на использование при ремонте узлов и деталей российского производства.
Если выход из строя оборудования произошёл не по вине производителя, а «Покупатель» желает приобрести запасные части у «Исполнителя» то их поставка осуществляется на договорной основе, цена и условия поставки вырабатываются путём переговоров.
В случае использования при ремонте не заводских узлов, а изделий, произведённых в РФ или других странах, «Исполнитель» решает все вопросы по возмещению затрат возникших при их приобретении.
Стоимость доставки до «Покупателя» запасных частей и агрегатов оплачивает завод-производитель.
«Производитель» обязан оказывать услуги с надлежащим качеством.
«Производитель» отвечает за сервисное обслуживание оборудования ,но не несёт ответственность за поставку, её сроки, комплектность поставки ,качество продукции и прочие вопросы находящиеся в компетенции завода-производителя.
«Покупатель» отвечает за использование оборудования по назначению, согласно инструкций и правил. В случае нарушения правил по обслуживанию и использованию приведших к выходу из строя оборудования, ответственность за это несёт «Покупатель».
«Покупатель»
г. Владивосток, ул. Нерчинская 10 оф. 511
тел/факс. (4232) 43-98-11
Email: palata@asia-business.ru
С заявками обращаться в сервисный центр завода по адресу:
г.Харбин Компания КНР «Лунюнв» Провинция Хэйлунцзян Китайская Народная Республика
Проспект Нанжилу квартал Синхен корпус F
тел 86 13903612274
Директор сервисного центра Ван Тинин
© Авторское право принадлежит «Мега Пауэр Гонконг Груп Лимитед».
Все права защищены. E-mail: mega-power@asia-business.biz. Tel: 86 13903612274
В случае использования ссылка на сайт обязательна
Все права защищены. E-mail: mega-power@asia-business.biz. Tel: 86 13903612274
В случае использования ссылка на сайт обязательна