|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
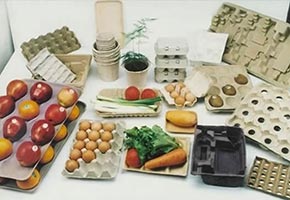
Линия по производству упаковки для яиц состоит из 2 участков:
1. Участок по переработке макулатуры
2. Участок по формовке и сушке продукции >>>
Оборудование использует в качестве сырья переработанную бумагу, картон, и может производить различные виды упаковки для яиц.
Поставка включает 1 комплект форм для яичных упаковок, рассчитанных на 30 яиц.
Если необходимо производить коробку для яиц, то есть ту же упаковку с крышкой, то нужно иметь другой комплект литейных форм.
Производительность: 1000 упаковок/в час (30 яиц в 1 упаковке)
1. Участок по переработке макулатуры
| (1) Производство пульпы | |
| Макулатура →Высокослаженный гидропульпер→Насос для пульпы→Коробка→Вибрационный грохот→ Бассейн для пульпы →Плавучий аппарат и очиститель от краски с квадратными отсеками→Бассейн для пульпы №2 Концентратор →Бассейн для пульпы №3 →очищающая и рафинировочная машина→Барабан для отбеливания →Экран для давления →Бассейн для пульпы №4→Насос →Бассейн для пульпы №5. | |
| (1.2) Высококонцентрированный Гидропульпер ZGS3: 2SETS | |
| Объем | 3 м³ |
| Производительность | 9-12TPD |
| Концентрация пульпы | 12±2% |
| Диаметр контейнера | Ø1800mm |
| Диаметр крыльчатки | Ø 680mm |
| Скорость крыльчатки | 400rpm |
| Диаметр вводного отверстия | Ø 200mm |
| Диаметр разжижающего вводного отверстия | Ø 80mm |
| Мотор в сборке | Y280M-6/55KW |
| (2) Высококонцентрированный насос для пульпы ZBGKS-150: 2SETS | |
| Производительность потока | 200м³/H |
| Высота подачи | 18M |
| Скорость | 1000rpm |
| Диаметр выхода | Ø 150mm |
| Мотор в сборке | Y180L-4/22KW |
| (3) 40M³ Бассейн для пульпы : 7 комплектов | |
| Объем | 40м³ |
| Концентрация пульпы | 5% |
| Тип миксера | Тип крыльчатки Ø 700 |
| Мотор в сборке | Y160L-6/11KW |
| (4) Бесперебойный насос для пульпы ZWB-150-100: 6SETS | |
| Производительность | 70M³/H |
| Высота подачи | 18M |
| Скорость | 1440rpm |
| Мотор в сборке | Y132M-4/7.5KW |
| (5) 0.9M² Высокочастотный вибрационный грохот ZSK1.8: 1SET | |
| Производительность | 20-40TPD |
| Зона просеивания | 1.8м² |
| Вибрационный стол | 1080mm*2100mm |
| Диаметр | ø3mm |
| Частота вибрации | 1440обор/мин |
| Концентрация входящей пульпы | 2.5% |
| Концентрация выходящей пульпы | 2% |
| Амплитуда | 4-5mm |
| Мотор в сборке | Y132S-4/5.5KW |
| (6 )4M³ Плавучая машина очиститель с квадратной камерой : 1комплект | |
| Производительность | <30TPD |
| Концентрация F | 1-1.3% |
| Входящее давление | 0.1-0.2 |
| Входной диаметр | DN100 |
| Диаметр выхода | 300*600 |
| Диаметр выпуска | DN100 |
| Диаметр принимающей трубы | 11/2’’ |
| Пневматический двигатель-генератор | Y100L2-4/2.2KW |
| Скреперный двигатель | 0.37KW |
| Вход для разжижающей воды | DN50 |
| Скорость скрепера | 40rpm |
| (7) 10M² Гравитационный цилиндровый сгуститель ZNW10: 1SET | |
| Концентрация входящей пульпы | 1% |
| Концентрация исходящей пульпы | 5% |
| Давление | 10N/cm |
| Зона фильтрации | 10M² |
| Ширина крышки цилиндра | 2020mm |
| Скорость цилиндра | 1.5-15rpm |
| Диаметр рулона | ø460mm |
| Ширина рулона | 2141mm |
| Диаметр вхождения пульпы | DN300mm |
| Диаметр выхода пульпы | DN250mm |
| Диаметр выхода чистой воды | DN250mm |
| Мотор в сборке | YCTG180-4A/5.5KW |
| (8) Очищающая и рафинирующая машина ZSLC-50N: 1 SET | |
| Производительность | 25-30TPD |
| Концентрация пульпы на входе | 2-5% |
| Давление на входе | 0.1-0.2MPa |
| Мотор в сборке | Y200L2-2/37KW |
| ( 9) 50M³ Отбеливающий цилиндр ZPC700: 2 комплекта | |
| Объем бассейна для пульпы | 50M³ |
| Концентрация пульпы | 6% |
| Диаметр крыльчатки | 700mm |
| Скорость крыльчатки | 750rpm |
| Мотор в сборке | Y160L-6/15KW |
| Тех характеристики отбеливающего цилиндра | ø1500*1300 2 комплекта |
| Скорость отбеливающего цилиндра | 12rpm |
| Мотор в сборке | Y100L1-4/2.2KW |
| (10) 0.5M² экран давления : 1комплект | |
| Экран с прорезью | 0.25mm |
| Концентрация пульпы | 2-4% |
| Производительность | 25-35TPD |
| Диаметр на входе | ø200mm |
| Диаметр на выходе | ø200mm |
| Диаметр трубы для очисток | Ø80mm |
| Давление на входе | 0.1-0.2Mpa |
| Мотор в сборке | Y225S-4/37KW |
| 11) Насос для чистой воды IS150-125-250: 1 комплект | |
| Производительность | 200M³/H |
| Высота подачи | 20M |
| Скорость | 2900rpm |
| Мощность двигателя | 18.5KW |
| (12) Пенообразователь 606: 24 комплекта | |
| Производительность | 22M³/H |
 Набор баков для участка пульпирования |
 Полный комплект насосов для участка пульпирования |
 Насос перекачки пены |
 Бассейн для пульпы |
 Исполнение двигателей цеха пульпы (глухие, взрывобезопасные корпуса) |
 Система обеззараживания и отбеливания |
 Высококонцентрированный насос для пульпы ZBGKS-150 |
|
Фундаменты и наладочные работы
Сырьё
(1) Для приготовления пульпы обычно используется сравнительно чистая старая бумага, только с небольшим содержанием песка и пыли, клейких лент, полимерных плёнок и других разнородных примесей. Например: старые газеты, старый картон, обрезки гофрированного картона, обрезки печатной продукции, старые бумажные коробки и др. Эта вторичная бумага имеет хорошую волокнистость, высокий выход целлюлозы, пульпа может перемешиваться и готовиться при помощи одной лишь воды, и при этом соответствовать требованиям, необходимым для формирования продукции матрицей. В технологическом цикле не требуется сложной операции по просеиванию и отбору сырья, отмывке и химической обработке. Так как производственная линия формирования изделий из целлюлозы не такая, как линия производства бумаги, расход бумаги у неё сравнительно невелик, если используется старая бумага различных сортов, гнилая и низкокачественная бумага, то система химической подготовки пульпы дополнительно комплектуется системой сложного просеивания и отбора, оборудованием очистки и химической подготовки. Для условий низкого расхода бумаги производственной линией формирования изделий из целлюлозы такая комплектация не является подходящей. Так как волокнистость низкокачественной бумаги невысокая, выход целлюлозы невелик, характеристики и внешний вид конечной продукции будут низкими. Если сырьё отбирать, просеивать, чистить, себестоимость продукции будет высокой, инвестиции в оборудование большими, расход энергии высоким, эксплуатация и обслуживание сложными. В итоге себестоимость сырья будет намного выше, чем себестоимость чистой бумаги. Обычно используемое сырьё на 20-30% состоит из старых газет и книг и на 70-80% из старого гофрированного картона. Возможна настройка оборудования на характеристики вторичной бумаги, используемой заказчиком.
(2) Для придания продукции водостойкости используется дисперсно-эмульсионная влагозащитная добавка из канифольной смолы.
(3) AL2(SO4)3 – это флокулятор хлопьев. Он помогает дисперсно-эмульсионной влагозащитной добавке втягиваться волокнами и осаждаться на них, что повышает эффективность водоотталкивающей добавки.
(4) Другие вспомогательные добавки: пеногаситель, реактив повышения фильтруемости и др. рекомендуются для конкретной вторичной бумаги, используемой заказчиком. Повторное добавление добавок обычно не применяется. Летом, когда сильная жара, после добавления в резервуар подготовки пульпы дисперсно-эмульсионной влагозащитной добавки из канифольной смолы, возможно появление обильной пены, тогда только нужно применить реактив пеногаситель. Пеногаситель можно заменить некоторыми промышленными нефтепродуктами, например: дизтопливом.
2. Участок по формовке и сушке продукции
Энергетические требования:
- Вода 0.5-1 тонна /час
- Мощность 380 вольт, 50 HZ, 75 kW
- Дизельное топливо 15-20 кг/час
Необходимые требования для установки оборудования:
- Рабочее место - (30-40) х (8-12) х (4-5) метров
- Склад готовой продукции – 150 м2 и более
Количество работников за смену: 4-7 человек.
2.1. Список поставляемого оборудования для автоматической линии ZMG-B4
| No. | Наименование | Кол-во | Ед. | Примечания |
| I | Система химической подготовки пульпы | |||
| 1 | ZDS1м3 Вертикальный гидроизмельчитель пульпы | 1 | шт. | Включает электродвигатель |
| 2 | Насос пульпы ZJB-A | 1 | шт. | Циркуляционный насос взбивания пульпы |
| 3 | Насос пульпы YW80-29-9 | 1 | шт. | Насос подачи целлюлозы |
| 4 | Вертикальная мешалка бака пульпы | 2 | шт. | Собственная торговая марка |
| 5 | Жёлоб отделения осадка | 1 | шт. | Собственная торговая марка |
| 6 | Насос чистой (белой) воды | 2 | шт. | |
| II | Формовочная машина ZMG-B4 | 1 | шт. | Размер площадки под формовочную машину: 1600х500, микропроцессорное управление PLC, способ формирования с вращением |
| III | Вспомогательное оборудование формовочной машины | |||
| 1 | Водноциркуляционный вакуумный насос SK-12 (Максимальное разрежение: 0,093 Мра) | 1 | комплект | |
| 2 | Отделитель воды от газа (разряжённого) | 1 | комплект | Включает систему контроля уровня воды |
| 3 | Осушительный насос IS50-32-160 | 1 | шт. | Импортные подшипники, вал из нержавеющей стали, уплотнения из твёрдого сплава |
| IV | Сушильная камера с автоматической транспортёрной лентой DW1.6X18 | 1 | комплект | Эффективная площадь сушилки 1,6х18 м. Воздушные печи на природном газе |
| V | Установка горячего штампования с пневматическим управлением QZX-3T | 1 | шт. | Размеры основания: 900х450, электронагрев, полуавтомат |
| VI | Система управления электрооборудованием | 1 | комплект | Производственная линия оснащена системой управления электрооборудованием, вторичным источником питания и кабелями |
| VII | Трубопроводы, арматура | 1 | комплект | Только для системы химической подготовки пульпы и оборудования системы формирования |
| VIII | ЗИП (1-й год эксплуатации) | 1 | комплект | |
| IX | Формы | Согласно контракту | ||
| X | Формы горячей штамповки | Согласно контракту | ||
Сушильная камера

Сушильная камера в стадии монтажа Сушильная камера в сборе


Производственная линия ZMG-B4 комплектуется сушилкой DW1.6, топливом служит природный газ. Горелки итальянские, блоки клапанов германские. Абсолютная безопасность и надёжность. Кроме того, система управления сушильной камерой имеет систему безопасности. Горелки могут быть запущены только тогда, когда работают все системы отвода влаги. Сушилка DW1.6 снабжена электродвигателями привода сетчатых транспортёров с регулятором скорости переменной частоты. Имеется функция защиты, реализованная для всего оборудования целиком. Продукция, производимая формовочной машиной сырая: содержание воды в ней 70-75%. Она переносится переводной формой и падает на конвейерную ленту сушильной камеры, затем движется вместе с лентой. В сушилке изделия непрерывно сушатся циркулирующим горячим воздухом. Сушилка имеет особую конструкцию воздуховодов, благодаря этому изделия сушатся равномерно и не теряют формы от тепловой усадки. Поэтому, при производстве обычных лотков для яиц, фруктов, промышленной продукции необходима лишь прямая сушка и после этого выходит готовая продукция. При производстве высокосортных коробок для яиц, лотков для фруктов, высококачественной упаковки промышленной продукции, влажность продукции необходимо снизить до необходимых технологических показателей. Влажность снижается до определённого нормированного уровня, и затем продукция подвергается горячей штамповке и доходит до необходимого уровня.
К началу >>>
Инструкция по эксплуатации сушильной камеры
1) Проверка и подготовка сушильной камеры перед началом работы Проверить функционирование подачи газа, проверить газовую трубу, клапаны инструменты, при появлении проблемы немедленно устраните ее. Проверить все части привода на предмет ослабления болтов, при появлении проблемы немедленно устраните ее. Проверить количество смазки в редукторе скорости, если все части смазаны нормально, смажьте те части, которым необходимо некоторое время для впитывания смазки. Включите электропитание, запустите воздуходувки, выводные воздуходувки и оборудование, регулирующее частоту движения ленты конвейера сушильной камеры, прогоните их 1-2 минуты, проверьте, нормально ли функционируют воздуходувки и ленты конвейеров, в случае возникновения проблем прекратите прогон и установите источник проблемы, либо обратитесь к техническому специалисту. Установив, что подача газа в норме, электросистема и части привода функционируют нормально, запускайте сушильную камеру.
2)Методика работы (сверьтесь с рабочей панелью управления электричеством и пневматикой сушильной камеры) Откройте дверь панели управления, закройте переключатель QFO, подайте электричество на панель электроуправления сушильной камеры, при этом вольтметр должен показать 380 V. Выключите электропереключатель на рабочей панели (основной переключатель электроснабжения) затем подайте энергию на систему электроуправления сушильной камеры, после этого загорится контрольная лампочка подачи электропитания. После переключение электропитания в положение ОN (Вкл.) приборы контроля температуры №1 и №2 покажут температуру сушильной камеры. Поверните переключатель приборов контроля температуры “lower limit temperature---show-----upper limit temperature” (Минимально возможная температура – демонстрация – максимально возможная температура) в положение «low limit temperature» установите его там и поверните рычаг регулирования низких температур на нужную вам цифру. Поверните переключатель температур в положение «upper limit temperature» и поверните рычаг регулирования высоких температур на нужную вам цифру; потом поверните переключатель в положение «Show» таким образом, верхний и нижний предел температуры считается установленным. Возможно установление конкретных границ температуры для каждого сектора сушильной камеры, как правило, для первого сектора устанавливается температура 165 ~170 , для второго сектора. После установления температуры поочередно, интервалом 1-2 минуты, нажмите на кнопки включения воздуходувки №1 и воздуходувки №2. При включении воздуходувки загорится лампочка. При запуске и работе обеих воздуходувок следует обратить внимание, нормально ли они работают и нормально ли подается электропитание. После успешного запуска обеих воздуходувок последовательно, с интервалом в одну минуту нажмите кнопки включения вытяжной вентиляции №1 и №2. при этом загорятся лампочки. При запуске и работе обеих вытяжных воздуходувок следует обратить внимание, нормально ли они работают. После перехода обоих воздуходувок и обоих вытяжных воздуходувок в нормальный рабочий режим, поверните рычаг переключателя газовой горелки в положение ON («Вкл») при этом загорится контрольная лампочка и таким образом обе газовые горелки, работающие на натуральном газе будут готовы к запуску. При этом в случае если один из вытяжных вентиляторов не будет работать, сигнальная лампа газовой горелки не загорится, зато загорится сигнал общей тревоги на газовой горелке и раздастся сигнал тревоги, предупреждающие, что ни одна газовая горелка не может быть запущена. Таким образом обеспечивается безопасность. После запуска газовой горелки поочередно переведите рукоятки газовой горелки №1 и №2 в позицию ON (Вкл). С этого времени обе газовые горелки, работающие на природном газе, будут управляться соответствующими устройствами регулирования. В случае, когда температура сушильной камеры снизится ниже заданного предела, прибор регулирования температуры повысит ее, в случае если температура сушильной камеры превысит заданный верхний предел, прибор регулирования температуры прекратит нагревание сушильной камеры, и температура прекратит повышаться. Таким образом, до начала производства продукции необходимо установить нужную температуру в сушильной камере и сохранять ее в течение всего процесса производства. После того, как сушильная камера разогреется, и достигнет требуемой температуры, запускайте конвейерную ленту сушильной камеры. Отрегулируйте скорость ленты конвейера согласно технологическим требованиям производства, кроме того, скорость конвейерной ленты должна соответствовать рабочему циклу формовочного станка. Кнопки управления конвейерной ленты должны быть встроены в панель электроуправления формовочного станка, что позволит оператору надлежащим образом регулировать скорость конвейерной ленты. Операция осуществляется следующим образом: Нажмите кнопку “ON” (Вкл) регулятора частоты мощности оборудования, (“frequency adjust equipment power ON”) при этом загорится лампочка регулятора частоты мощности оборудования, (“frequency adjust equipment power ON”), подтверждающая подключение электропитания к регулятору частоты мощности оборудования к сушильной камере. Поверните рычаг «вперед – назад» (“forward-reverse”) конвейера сушильной камеры в положение «forward» и нажмите кнопку “работа остановка” (RUN –STOP) в положение «RUN», с тем, чтобы подать электропитание на двигатель конвейерной ленты, отрегулируйте переключатель частот на панели электрорегулирующего оборудования, с тем, чтобы установить необходимую частоту, затем отрегулируйте скорость вращения двигателя конвейерной ленты и скорость конвейерной ленты. Переключите кнопку RUN-STOP в положение STOP, при этом оборудование регулирования частоты прекратит подачу электроэнергии на двигатель конвейерной ленты, и конвейерная лента прекратит движение. Конвейерная лента может двигаться как вперед, так и назад, в зависимости от запроса. В случае перегрузки двигателя конвейерной ленты, слишком низкого напряжения, или сбоев в энергопитании, оборудование регулирования частоты остановится автоматически, тем самым, выполнив функции обеспечения безопасности. При этом загорится лампочка «drier conveyor breakdown alarm» и прозвучит аварийный сигнал. После разогрева сушильного ящика до заданных температур и приведения в движения и отрегулирования конвейерной ленты сушильной камеры, формовочный станок может производить продукцию и помещать сырую продукцию в сушильную камеру для сушки. Более детальную информацию относительно способов управления и регулирования производства можно прочитать в главе «способы регулирования производственного процесса».
3)Если возникает необходимость остановки производственного процесса, то работа сушильной камеры останавливается следующим образом: Прежде всего, поочередно переведите переключатели газовой горелки №1 и №2 в положение OFF (выкл.), тогда оба сжигателя природного газа прекратят работу Установите кнопку работы – остановки конвейера сушилки (drier conveyor “RUN STOP) в положение “STOP” , при этом устройство регулирования частоты прекратит подачу электропитания и конвейерная лента остановится. Нажмите кнопку OFF устройства регулирования частоты, отключив, таким образом, подачу электричества. Притом, что обе горелки прекратили работу температура в печи и сушильной камере остается очень высокой, поэтому воздуходувки и вытяжные воздуходувки должны продолжать работу, пока не произойдет охлаждение печи и сушильной камеры. Нормальная температура сушильной камеры должна быть ниже 80 –100 C. Одновременно будет понижаться и температура печи. В случае, если не охлаждать печь и сушильную камеру, оставшееся в печи тепло раскалит ее стальную оболочку до очень высоких температур а это соответственно повысит до очень высоких значений температуру газовой горелки. Если горелки будут постоянно подвергаться воздействию высоких температур, то это повредит их. После понижения температуры сушилки, воздуходувки и вытяжные воздуходувки прекратят свою работу, оставив отверстия открытыми, это остановит работу сушилки. Если остановка работы происходит на срок 1 день и более, тогда следует отключить переключатель QFO и клапан снабжения природным газом.
4)Способы управления и регулирования производственных процессов. Проверьте, соответствует ли влажность продукции, которая должна подвергнуться сушке установленным технологическим требованиям. В случае, если содержание воды выше, увеличьте заданную температура сушильной камеры, либо уменьшите скорость конвейерной ленты сушилки с тем, чтобы увеличить время просушивания. В случае, если содержание воды ниже нормы, уменьшите заданную температуру или увеличьте скорость конвейерной ленты сушилки с тем, чтобы уменьшить время сушки. В случае если разница в содержании воды в верхней и нижней части изделия очень велика, следует отрегулировать дроссельные клапаны верхних и нижних труб сушилки, затем необходимо изменить пропорции потоков воздуха верхних и нижних трубопроводов Как правило количество горячего воздуха в верхней трубе должно быть больше, чем нижней трубе, поскольку весь горячий воздух поднимается вверх, к крышке сушильного ящика. Более того, выходное отверстие верхней воздуходувной трубы находится на большем расстоянии от обрабатываемых изделий, нежели нижняя воздуходувная труба, следовательно, в том случае если верхней трубе количество горячего воздуха больше, то скорость подачи горячего воздуха выше и дистанция его прохождения также больше. При производстве, первая секция сушилки является секцией нагрева сырой продукции при повышении температуры. Количество испарений крайне незначительно, поэтому уровень воздуха во входные и выходные отверстия не нуждается в значительной регулировке и используется главным образом циркулирующий горячий воздух. Во второй секции сушилки уровень испарений достаточно велик, поэтому уровень воздуха во входные и выходные отверстия не нуждается в значительной регулировке. Запустите внутрь новые потоки воздуха, выпустите влажный воздух наружу, это понизит влажность и улучшит качество сушки.
К началу >>>
Технологические параметры сушильной камеры
Сушильная камера (зона эффективной сушки) типа DW1.6X18 работающая в режиме прямого сжигания природного газа разделена на 2 секции, длина каждой секции – 9метров, общая длина 18 метров.
Ширина камеры 1.96 м, высота –1.85 м.
Каждая секция камеры оснащена газовой печью прямого сжигания.
| Общие габариты | Длина:18000×Ширина:2360×Высота:3100(мм) |
| Параметры каждой секции сушильной камеры | Длина:9000×Ширина:1960×Высота:1850(мм) |
| Зона эффективной сушки в сушильной камере | Длина:18000×Ширина:1600(мм) |
| Температура сушильной камеры | Сушильная камера разбита на две секции, каждая секция способна самостоятельно устанавливать температуру, температура первой секции 165-170С, температура второй секции –160-170 |
| Скорость движения ленты конвейера сушильной камеры | 0.5M~6M/мин, для установления скорости используйте регулирующее устройство |
| Тип нагревания сушильной камеры. | В сушильной камере используются печи, работающие на газе |
| Горелка сушильной камеры | горелка RIELLO 40-GS20” сделана в Италии, система клапанов “MBDLE407BO1” произведена в Германии |
| Количество тепла, вырабатываемого печами, работающими на натуральном газе | Каждая печь производит 100000~150000kcal/час и может регулироваться |
| Осушительная способность сушильной камеры | Объем осушения 400~450кг/час. |
| Общая мощность сушильной камеры | 37.4 KW 37.4KW |
| Параметры клапана регулировки давления природного газа | 200~500mmH2O, 2~5Kpa |
| Внутренний диаметр каждой обводной трубы газоснабжения | Для каждого сжигателя природного газа требуется ¾ дюйма или более |
| Объем снабжения природным газом | Для каждого сжигателя требуется 20-25 м3/час |
| Теплота природного газа | 8000~8500 kcal/м3 |
| Расход природного газа при производстве | 45~60M3/час |
Узел горячей штамповки


Термопресс Термопресс в стадии монтажа
Краткое описание полуавтоматизированного пневматического узла горячего штампования
Наша компания производит полуавтоматический пневматический узел горячего штампования типа QZX-3T, который, сохранив все достоинства прежней модели, приобрел и новые преимущества. Удобен в обслуживании, не требует больших затрат электроэнергии, высокоэффективен; В отличие от ранее производимого станка, данная модель оснащена механизмом самовыдвижения литейной формы, поэтому оператору нет необходимости просовывать руку между формами в процессе работы, а это снижает общую вероятность производственного травматизма. Поскольку полуавтоматический пневматический узел горячего штампования типа QZX-3T, был сконструирован для масштабных работ, он использует для штампования воздушный цилиндр большого диаметра и короткого маршрута, штамповочный пресс может обработать материалы весом более 3 тонн, поэтому масштабы производства могут быть весьма велики. По сравнению со штамповочным гидравлическим станком, полуавтоматический пневматический станок горячего штампования типа QZX-3T не имеет гидравлических узлов и более удобен в использовании и при уходе за ним. В сравнении со станком, осуществляющим штамповку под давлением использующего воздушный цилиндр большого диаметра и с длинным маршрутом, потребление воздуха невелико и энергия экономится. В полуавтоматическом пневматическом узле горячего штампования типа QZX-3T каждая матрица использует для нагревания 6 электронагревательных трубок из нержавеющей стали, мощность каждой трубки – 0.8 kw, эффективность нагревания высокая, каждая форма горячей штамповки быстро достигает требуемой температуры, более того, эта температура постоянно поддерживается.
Инструкция по эксплуатации полуавтоматического пневматического узла горячего штампования
С целью обеспечения безопасности оператора, станка и формы, в том случае, если узел впервые задействован в производственном процессе, необходимы его частые остановки, следует постоянно проверять работу машины и своевременно устранять все неисправности и только после этого начинать производственный процесс.
Подготовительная работа
1. Необходимо проверить все трубные соединения, работу вакуумного насоса и воздушного компрессора, давление. Давление в пневматике должно быть 0.4Mpa ~ 0.6Mpa, степень вакуумизации: - 0.06Mpa ~ -0.08Mpa.
2. Регулярно проверяйте узел горячего штампования на предмет ослабления соединений связывающих матрицу и воздушный цилиндр, своевременно затягивайте нужные болты, что поможет уберечь матрицу от повреждений
3. Регулярно проверяйте крепость соединений, связывающих нижнюю матрицу и воздушный цилиндр. Проверяйте регулировку и прочность закрепления амортизатора под нижней матрицей.
4. Проверьте соединения с источниками энергопитания, проверьте, работает ли переключатель в ручном режиме.
К началу >>>
Открытие станка без форм для наладки
1. Отключите источник питания, проверьте в норме ли переключатель электромагнитной индукции и различные части.
2. Проведите ручную наладку всей пневматики и проверьте движение воздушного цилиндра
3. Переведите узел горячего штампования на автоматический режим, при этом верхняя матрица должна находиться в предельном верхнем положении, а нижняя матрица в предельном выдвинутом положении; при этом должна загореться лампочка переключателя электромагнитной индукции.
4. Поставьте переключатель на режим автоматической работы, отпустите кнопку автоматического движения, и станок горячего штампования будет работать по следующей схеме:
(1) Трехпозиционный и пятиходовой электромагнитный клапан YМ2 замыкается, шток поршня цилиндра оттягивается, нижняя матрица оказывается в крайней задней позиции, в этом положении должна загореться лампочка переключателя электромагнитной индукции.
(2) Трехпозиционный пятиходовой клапан YМ2a замыкается. Шток поршня большого цилиндра вытягивается, верхняя матрица движется в в предельную нижнюю позицию, а именно в положение, в котором происходит прижимание матрицы, в этом положении должна загореться лампочка переключателя магнитной индукции, обозначающая крайнюю нижнюю позицию верхней матрицы.
(3) Некоторое время необходимо для сбора литейных форм, которые будут подвергаться штамповке (оператор может использовать часовое реле «KT1» для увеличения время прижимания литейных форм, часы установлены на передней части панели управления), трехпозиционный и пятиходовой клапан YV1b разъединяется, YV1a замыкается, шток поршня большого цилиндра оттягивается назад, верхняя матрица движется вверх, двухпозиционный и пятиходовой электромагнитный клапан YV3, замыкается, пневматический отсечной клапан для подачи воздуха открывается, нижняя форма выдувает воздух. Двухпозиционный пятиходовой электромагнитный клапан YV4 замыкается, пневматический отсечной клапан для подачи воздуха в верхней матрице открывается, верхняя матрица получает воздух. . В результате заготовка подается с нижней формы на верхнюю форму, которая, в свою очередь готова скинуть заготовку. При поднятии матрицы происходит уход от зоны переключателя электромагнитной индукции. Нижняя матрица прекращает подачу воздуха.
(4) По мере продвижения верхней матрицы в предельную верхнюю позицию, лампочка переключателя магнитной индукции в предельной верхней позиции загорается. Трехпозиционный и пятиходовой электромагнетический клапан YV1 размыкается, возвращаясь в промежуточную позицию, верхняя матрица останавливается в предельной верхней позиции. Затем трехпозиционный пятиходовой клапан YМ2a размыкается, YМ2b замыкается, происходит переключение электромагнитного клапана, шток поршня цилиндра под нижней матрицей выдвигается и происходит движение нижней матрицы.
(5) Выдвинувшись вперед, нижняя матрица останавливается в таком положении, в то же время загорается лампочка переключателя, сигнализирующая о пребывании в предельно возможной выдвинутой позиции, двухпозиционный и пятиходовой электромагнитный клапан YV4 размыкается, двухпозиционный и пятиходовой пневматический отсечной клапан YV5 замыкается, пневматический отсечной клапан подачи воздуха нижней матрицы для подачи воздуха открывается, верхняя матрица подает воздух. После задержки верхняя матрица прекращает подавать воздух. Время задержки может быть прибавлено путем регулирования часов «KT2” находящихся в электрощите управления. Оператору необходимо многократно протестировать цикл движения станка горячей штамповки, и только убедившись в отлаженности этого цикла, он может устанавливать литейный формы. Для контроля пребывания нижней матрицы предельной задней позиции следует использовать ручной режим. Поднимите матрицы в предельное верхнее положение, затем уложите литейные формы в горячепрессовальные матрицы, вначале используйте зажимы для крепления нижних литейных форм, затем используйте ручной режим для регулирования движения верхней матрицы вниз и закрепите верхние формы зажимами. При такой установке литейные формы не будут стираться и разрушаться, поскольку оставлен необходимый промежуток между нижними и верхними формами. До установки литейных форм необходимо тщательно выверять расстояние между верхними и нижними формами, после этого туда можно класть заготовки. При установке литейных форм особое внимание следует обратить на безопасность. Во избежание производственного травматизма строго запрещается работа любой пневматики в то время, как руки оператора находятся между нижней и верхней формой.
К началу >>>
Производственный процесс
1. Вначале следует вручную закрыть литейные формы и начать электроподогрев верхних и нижних форм (матриц) установки горячего штампования. В зависимости от конфигурации литейных форм и содержания воды в продукции, температуры литейных форм должна быть установлена между 120 и 170o. При регулировании температуры разница между ее верхним и нижним пределом не должна превышать 5-100.
2. После того, как литейные формы нагреваются до необходимой температуры, переведите переключатель с ручного на автоматический режим, затем выполняется производственный процесс. Оператору необходимо соблюдать правила техники безопасности, носить тонкие рабочие перчатки и защиту для рук во избежание получения ожогов.
3. Если имеет место сильная деформация заготовок перед горячей штамповкой, то деформация может быть исправлена вручную. Если заготовка слишком сухая (слишком низкое содержание воды по сравнению с требуемым), тогда на нее необходимо побрызгать водой. Если содержание воды в заготовке перед горячей штамповкой слишком велико, то заготовку следует обработать горячим воздухом, удалив тем самым часть влаги и уменьшив содержание воды. Начальное содержание воды перед горячей штамповкой может быть отрегулировано и определено путем пробного прогона. Поскольку заготовки имеют разную форму и после горячей штамповки имеют разные типы поверхностей, то содержание воды должно колебаться между 15% и 30%. Если было определено содержание воды перед горячей штамповкой, то можно определить параметры движения сушилки При постоянном производстве содержимое воды в заготовках после сушки примерно одинаковое, и только некоторые заготовки становятся слишком сухими, слишком влажными или деформируются. Использование вышеописанного метода производства помогает повысить количество и качество выпускаемой продукции.
4. Реальный производственный процесс Оператор, работающий на установке горячего штампования, кладет заготовки в нижние выдвинутые формы горячей штамповки и нажимает кнопку. Затем нажимается кнопка управления, узел горячей штамповки начинает автоматический производственный цикл: Нижняя форма горячей штамповки возвращается назад à Верхняя форма нажимает на нижнюю à Срабатывает таймер операции à Верхняя форма горячей штамповки вместе с продукцией поднимается вверх и размыкается с нижней формой à Нижняя форма горячего штампования снова выдвигается, для того, чтобы принять новую заготовку. Цикл повторяется снова à В это время верхняя форма горячей штамповки вместе с обработанной продукцией роняет изделие и следует вслед за нижней формой горячего штампования и входит в то место установки, где осуществляется приём заготовок. Весь производственный цикл целиком осуществляется автоматически, управление электрическое. Рабочему, работающему на установке нужно только положить заготовку в станок и нажать кнопку. Поэтому узел горячего штампования обладает высокой эффективностью, затраты труда оператором невелики, обеспечивается очень высокий уровень безопасности
Рабочие инструкции
1. Необходимо регулярно добавлять смазку в установку горячей штамповки, а также регулярно включать воздушно-водный сепаратор. Маслоразбрызгиватели должны регулярно поставлять смазку на пневматические части установки.
2. При работе установки горячего штампования строго запрещается совать руку в движущуюся форму или между другими движущимися частями. Даже в том случае, если после запуска установки горячего штампования будут обнаружены посторонние предметы в горячепрессовальных формах, которые способны повредить изделие, литейную форму или всю установку, какие либо работы, в ходе которых оператору необходимо засунуть руку между формами или другими движущимися частями машины категорически запрещены! В таком случает, для остановки машины следует нажать кнопку аварийной установки (urgently stops) и затем перевести машину на ручной режим работы.
3. В случае поломки оборудования следует обратиться к специалисту, с тем, чтобы избежать поломки оборудования и получения травм персоналом.
Ремонт и регулировка полуавтоматической пневматической установки горячего штампования
Как правило, установка горячего штампования не ломается. В случае обнаружения поломок или отказа установки от работы следует предпринять следующие шаги по устранению неисправностей:
1. После нажатия кнопки автоматического запуска «automatic start» установка горячего штампования не работает.
a. Посмотрите, переведен ли переключатель с ручного режима (“manual condition”) в автоматический режим (“automatic condition”)
b. Проверьте, находится ли верхняя матрица в предельном верхнем положении а нижняя в предельно выдвинутом положении; в этом положении должна загореться лампочка переключателя электромагнитной индукции. Если лампочка горит, проверьте, замкнуто ли реле переключателя электромагнитной индукции. Если оно не замкнуто, то это означает поломку переключателя электромагнитной индукции и этот переключатель необходимо заменить.
c. Если проверка по пунктам “а” и “b” показала, что все в порядке, то следует проверить электромагнитный клапан YМ2a, давление воздуха и части пневматики и механическую часть
2. После нажатия кнопки автоматического запуска «automatic start» нижняя матица движется назад но верхняя матрица не движется вперед
a. Проверьте, отодвинулась ли нижняя матрица в предельно оттянутую позицию, горит ли лампочка переключателя электромагнитной индукции, замкнулся ли переключатель электромагнитной индукции реле “KA3”.
b. Проверьте электромагнитный клапан YV1-b, давление воздуха и части пневматики, механическую часть
3. После продвижения верхней матрицы вниз, она останавливается в нижнем положении, но установка горячего штампования не работает. Проверьте, перешла ли верхняя форма в предельное нижнее положение, проверьте работу лампочки переключателя электромагнитной индукции и реле KA2 .
a. Проверьте работу часового реле “KT1”, расположенного на передней панели узла горячего штампования.
b.Проверьте электромагнитный клапан YV1-a, давление воздуха и части пневматики, механическую часть.
4. При поднятии верхней формы, нижняя форма не подает воздух, и он не поступает в верхнюю форму.
a. Проверьте, открыт ли редукторный клапан «14» и шаровой клапан трубы подачи воздуха нижней формы, проверьте работу клапана YV3 и пневматического отсечного клапана «10» выдувающего воздух из нижней формы. В случае поломки клапан (ы) необходимо заменить.
b. Проверьте, открыт ли шаровой клапан запуска воздуха входной трубы верхней матрицы, проверьте работу клапана YV3 и пневматического клапана «16» В случае поломки клапан(ы) необходимо заменить.
5. После поднятия верхней матрицы в верхнее положение, она останавливается там и не может продолжать движение.
a. Проверьте, дошла ли матрица до предельной верхней позиции, проверьте работу лампы переключателя электромагнитной индукции и реле “KA4”
b. Проверьте клапан YМ2-b, давление воздуха и части пневматики, механическую часть
6.После поднятия верхней матрицы в крайнее верхнее положение и выдвижения нижней матрицы, верхняя матрица не может выдуть воздух чтобы вытолкнуть изделие.
a. Проверьте, выдвинута ли нижняя матрица в предельное положение, проверьте работу лампочки переключателя магнитной индукции и реле “KA1”
b. Проверьте, открыт ли шаровой клапан подачи воздуха верхней матрицы, работает ли клапан YV5 и клапан «15». В случае необходимости клапан(ы) следует заменить.
c. Проверьте встроенное в панель часовое реле “KT2” верхней матрицы. Выше мы привели примеры проблем, могущих возникнуть при эксплуатации узла горячей штамповки, и дали пути их решения. Если вы не смогли решить проблему используя указанные выше способы, пожалуйста, проверьте работу системы электроснабжения на предмет неисправностей. При выходе из строя электрочастей их необходимо заменить
Если в процессе производства возникают проблемы, отрицательно влияющие на качество производимой продукции и последующее производство, то следует предпринять следующие меры:
(1) Из узла горячей штамповки, выходят изделия неравной толщины и с неровностями.
a. Проверьте правильность установки литейных форм и в случае необходимости исправьте положение.
b. Проверьте, не ослаб ли амортизатор под нижней матрицей, что привело к смещению; при необходимости исправьте положение.
c. Проверьте, не погнулись ли и не деформировались ли перегородки внутри матрицы, что послужило причиной смещения литейной формы, при необходимости исправьте положение.
(2)Если после горячей штамповки поверхность готового изделия не очень хорошая.
a. Проверьте, не слишком ли низко давление цилиндра верхней матрицы, при необходимости исправьте положение.
b. Проверьте не пересушено ли изделие, при необходимости исправьте положение
c. В случае, если изделие перед горячей штамповкой слишком сильно деформировано, его необходимо перед горячей штамповкой поправить в вручную。
d. Проверьте, не слишком ли низка температура литейных матриц.
(3)В случае, если при горячей штамповке изделия с трудом переходят из нижней формы в верхнюю форму. a. Проверьте, в порядке ли прием воздуха в верхних формах и выход воздуха из нижних форм, в том случае, если количество принимаемого и выходящего воздуха слишком мало, исправьте положение.
b. Проверьте, в порядке ли отверстия верхней и нижней формы.
c. Проверьте, не слишком ли велико содержание воды перед горячей формовкой.
d. Проверьте, не слишком ли низкая температура у литейных форм и не слишком ли мало время, отведенное на горячую штамповку.
К началу >>>
Фильм о работе Линии ZMG (2.13 Мб)
ПРАЙС-ЛИСТ
Все права защищены. E-mail: mega-power@asia-business.biz. Tel: 86 13903612274
В случае использования ссылка на сайт обязательна