Оглавление
- Особенности и применение
- Основные технические параметры
- Монтаж оборудования
- Устройство оборудования
- Схема пневматики
- Управление
- Регулировка
- Обслуживание устройства и наиболее часто встречающиеся неисправности
- Быстроизнашивающиеся части
- Приложения
I. Особенности и применение.
Данное устройство используется для заправки пропеллента (газа-вытеснителя) в аэрозольные баллоны после их закупоривания. Самая важная особенность станка - особо высокая точность заправки баллона. Для того, чтобы обеспечить точность заправки данный заправщик в процессе наполнения баллона автоматически производит сжижение газа-вытеснителя под усиленным давлением, а также устанавливает и сохраняет необходимое постоянное давление пропеллента. Затем оборудование производит дозированную заправку жидкого пропеллента. Газ-вытеснитель заправляется с особо высокой точностью. Кроме того, станок удобен в настройке и регулировках. После того, как станок отрегулирован, его настройки длительное время остаются неизменными.
Рабочий цикл станка полуавтоматический. Задача оператора заключается в подаче закупоренного аэрозольного баллона в рабочую позицию, затем оборудование в автоматическом режиме осуществляет загрузку пропеллента в баллон. Установка проста в управлении, её производительность - 4000-8000 баллонов в смену и более.
Станок целиком приводится в движение и управляется с помощью пневмоприводов, поэтому он может эксплуатироваться в пожароопасных и взрывоопасных условиях. Это также важно для обеспечения безопасности при использовании бутана и других горючих соединений в качестве пропеллента.
В середину подводящего трубопровода для пропеллента встроен подающий насос. Этот насос непрерывно вбирает во входные трубопроводы станка газ-вытеснитель, который находится под сравнительно низким естественным давлением. Поэтому для данной установки не требуется устройств подогрева пропеллента, чтобы повысить его давление. Кроме того, стальные баллоны, в которых хранится газ-вытеснитель, до конца опорожняются, что снижает расход пропеллента.
2. Основные технические параметры
1. Количество заправляемого пропеллента: 10-250 мл.
2. Точность заправки пропеллентом: +/- 1%.
3. Высота аэрозольного баллона: 60-300 мм.
4. Давление сжатого воздуха: 0,6 МРа.
5. Расход сжатого воздуха: 0,3 м3 / мин.
3. Монтаж устройства
1. После распечатывания упаковки либо доставки устройства до места назначения необходимо проверить наличие всех документов и внимательно ознакомиться с инструкциями и техдокументацией. Затем следует приступить к работе и выполнить все пункты инструкций.
2. Рабочий стол станка устанавливается на сухую устойчивую поверхность. Затем с помощью болтов М16 в основании ножек регулируется его горизонтальность.
3. Подключить к станку трубопроводы для газа-вытеснителя и пневмопроводы. Завод комплектует оборудование временными подводными трубопроводами из пластиковых труб. После окончательной установки оборудования их следует заменить на оцинкованные трубы G3/4* для водопроводов и газопроводов.
4. Оборудование следует укомплектовать компрессором с производительностью 0,9 м3 / мин, рабочим давлением 1 МРа / см2.
4. Устройство оборудования 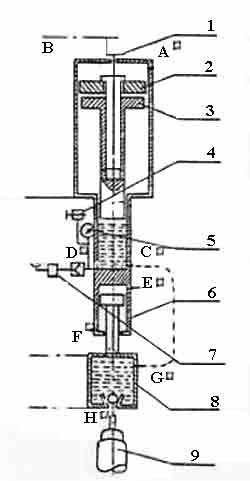
Станок состоит из 3-х частей: основной части, насоса подачи, баллона повышения давления.
Основная часть станка также остоит из 4-х частей: верхней части, средней части, нижней части и самой нижней части.
Рис. 1.
Верхняя часть станка представляет собой составной поршень. Это подвижный узел регулировки расстояния. Верхняя часть задаёт и фиксирует длину перемещения. Она состоит из одного пневмоцилиндра с входным воздушным отверстием в верхней полости. Поршень, который внутри этого цилиндра, это поршень составного типа, он состоит из главного и вспомогательного поршней. Когда ручной маховик сверху цилиндра вращается против часовой стрелки, то также против часовой стрелки вращается стержень внутри главного поршня. На внешней поверхности стержня нарезана резьба. В отверстии вспомогательного поршня также нарезана резьба соответствующего размера. Вспомогательный поршень может перемещаться вверх и вниз, но не может вращаться. Поэтому, когда рукоятка вращается против часовой стрелки, вспомогательный поршень движется вниз относительно главного поршня. В результате увеличивается высота составного поршня, и его перемещения вверх и вниз укорачиваются. Если рукоятку вращать по часовой стрелке, то перемещения составного поршня вверх и вниз будут удлиняться. После однократной регулировки величина перемещений составного поршня остаётся неизменной. Таким образом устанавливается длина. Когда в процессе работы в верхнюю полость подаётся воздух, то вспомогательный поршень перемещается на расстояние, заданое при регулировке.
Средняя часть - это узел, который устанавливает количество. Эта часть состоит из цилиндра и поршня оттока либо притока жидкости нижней полости. Поршень данного цилиндра представляет из себя подвижный шток вспомогательного поршня верхней части станка и со вспомогательным поршнем является одной деталью. Поэтому движение поршня данного цилиндра целиком дозируется верхней частью станка, которая задаёт и фиксирует длину перемещения. Вслед за перемещениями поршня точно определённое количество жидкости (пропеллента) засасывается в цилиндр либо выдавливается из него. Точно определённому объёму цилиндра соответствует точно определённое количество и масса жидкости. В этом заключается функция узла, который устанавливает и определяет количество. Из-за того, что данная часть станка снабжена двумя обратными клапанами, жидкость входит только через отверстие В (входное отверстие для пропеллента мерной части станка, данный цилиндр усиливает давление газа-вытеснителя). Выход жидкости - только через отверстие С (отверстие для пропеллента под давлением).
Нижняя часть станка - это ускорительный пневматический цилиндр. Он служит для ускорения стыковки самой нижней части станка (заправочной головки) и аэрозольного баллона. После завершения заправки происходит быстрый обратный ход заправочной головки.
Самая нижняя часть станка - это заправочная головка. Её входное отверстие G соединено с выходным отверстием С для пропеллента средней мерной части станка. Выходное отверстие самой нижней части станка - выход Н. Этот выход снабжён обратным клапаном. Когда происходит нажатие на этот обратный клапан головкой аэрозольного баллона, пропеллент через этот выход поступает в аэрозольный баллон.
Весь станок состоит из четырёх частей, которые указанны выше. Части станка работают взаимосвязано. После поступления сжатого воздуха в отверстие А верхней части, происходит начало рабочего цикла. В этот момент главный и вспомогательный поршни идут вниз, и вместе с ними опускается шток вспомогательного поршня. Точно определённое количество пропеллента через выходное отверстие С вытесняется из средней мерной части станка. Затем пропеллент через отверстие G поступает в заправочную головку. Одновременно с этим приходит в движение нижняя часть станка или пневматический ускорительный цилиндр. Заправочная головка стыкуется с аэрозольным баллоном, аэрозольный баллон открывает обратный клапан заправочной головки. Таким образом, точно отмеренное количество пропеллента, который поступил в головку через вход G, через отверстие Н поступает в аэрозольный баллон. После окончания заправки заправочная головка немедленно отходит от аэрозольного баллона. После этого газ-вытеснитель цилиндра повышения давления под давлением автоматически поступает через входное отверстие В и приводит в движение шток вспомогательного поршня, который движется вверх. Шток толкает вспомогательный поршень и главный поршень, которые возвращаются в исходное положение. Рабочий цикл завершён.
Обозначения:
A - верхняя часть
B - постоянный базис
C - средняя часть
D - фиксированный объём
E - нижняя часть
F - отверстие для скоростной подачи воздуха
1- маховик
2 - главный поршень
3 - вспомогательный поршень
4 - клапан-вантуз
5 - манометр
6 - скоростной цилиндр
7 - ручной клапан
8 - головка 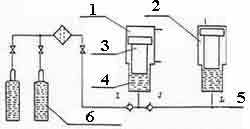
Рис. 2. Подающий насос устройства - состоит из двух совмещённых камер, большой и малой. Наверху установлен большой цилиндр. Это цилиндр, который приводит насос в движение, для чего используется сжатый воздух. Внутри большого цилиндра находится поршень, который движется вниз и вверх. В нижнем малом цилиндре также находится поршень. Поршень нижнего цилиндра является продолжением штока поршня верхнего цилиндра. Нижний цилиндр с поршнем имеет единственное нижнее отверстие, к которому по отдельности присоединены два обратных клапана. Так как поршень большого цилиндра движется верхи и вниз, то поршень нижнего цилиндра также приходит в движение. Обратные клапаны на нижнем цилиндре расположены таким образом, что обратный клапан I работает на впуск, а обратный клапан J работает на выпуск. Газ-вытеснитель из стального баллона сначала засасывается, а затем вытесняется через отверстие клапана J.
Цилиндр повышения давления. Этот цилиндр по конструкции аналогичен подающему насосу устройства. Он состоит из двух совмещённых камер, большой и малой. Наверху установлен большой цилиндр. Этот цилиндр имеет входное отверстие для сжатого воздуха. Цилиндр повышения давления предназначен для повышения давления пропеллента, который подаётся подающим насосом через выходное отверстие клапана J. С помощью сжатия газ-вытеснитель поддерживается в жидком состоянии. Повышение давления происходит в результате поступления сжатого воздуха в верхний большой цилиндр через единственное отверстие. Так как площадь поверхности поршня нижнего цилиндра меньше площади поверхности поршня верхнего цилиндра, давление в нижнем цилиндре, где находится газ-вытеснитель, соответственно выше, чем в верхнем. После этого газ-вытеснитель через отверстие L цилиндра автоматически поступает в сам станок через входное отверстие В.
Обозначения:
1 - насос для подачи
2 - нагнетательный цилиндр
3 - поршневой шток
4 - плунжерный цилиндр
5 - ввход
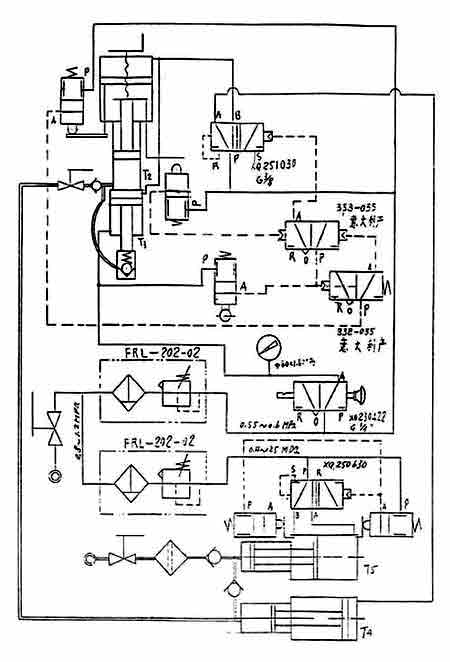
5. Схема пневматики (Рис. 3)
6. Управление устройством
Необходимо подсоединить пневмопроводы к боковой поверхности станка. Давление воздуха должно быть равно 0,6-0,7 МРа. После этого подключаются баллоны с пропеллентом до соединения с обратным клапаном I насоса подачи (см. рис. 2). Необходимо проследить, чтобы все шариковые клапаны трубопровода пропеллента были в открытом положении. Затем проверяется сжатие пропеллента (на средней части станка установлен манометр, по которому контролируется давление). Давление пропеллента должно быть более 1,5 МРа. Затем повернуть переключатель подачи воздуха на панели приборов в положение "Подано". Проследить, чтобы давление сжатого воздуха было равно 0,6-0,7 МРа (давление воздуха контролируется по показаниям манометра на панели приборов).
По окончании вышеуказаных подготовительных операций, можно установить аэрозольный баллон в рабочую позицию на держателе. Станок автоматически произведёт рабочий цикл. Произойдёт быстрый накат заправочной головки на аэрозольный баллон. После заправки точно отмеренного количества пропеллента произойдёт быстрый откат головки. Аэрозольный баллон вынимается из держателей, рабочий цикл завершён.
Если что-то в процессе произошло не нормально (например, нет надёжной фиксации аэрозольного баллона на держателях и т.п.), то переключатель подачи воздуха на панели приборов перевести в положение "Пауза" и станок тут же вернётся в исходное положение.
После окончания работы необходимо перекрыть подачу сжатого воздуха. Закрыть шариковые клапаны для воздуха и для подачи пропеллента в станок. Закрыть клапаны на баллонах с пропеллентом.
7. Регулировки устройства
1. Регулировка давления сжатого воздуха.
На двойном совмещённом узле воздухоподготовки сбоку рабочего стола сверху расположена вращающаяся рукоятка, которая регулирует давление сжатого воздуха. При вращении рукоятки по часовой стрелке давление сжатого воздуха растёт, против часовой стрелки - падает. Если давление высокое, то следует сначала установить пониженное давление, а затем повысить давление до требуемого значения. Иная регулировка давления сжатого воздуха с высокого на низкое неправильная.
Станок снабжён двойным совмещённым узлом воздухоподготовки для двух источников подачи воздуха. Один источник служит для подачи воздуха в станок, другой подаёт воздух в насос подачи пропеллента. Назначение частей можно определить по направлению трубопроводов двойного совмещённого узла. Давление в пневмопроводе, который подаёт воздух в станок, должно быть равно 0,6-0,7 МРа (давление контролируется по манометру на панели управления станка). Давление воздуха в другом источнике двойного совмещённого узла воздухоподготовки устанавливается на значение 0,4-0,5 МРа (контролируется только по маленькому манометру на двойном совмещённом узле воздухоподготовки этого источника).
2. Регулировки собственно станка и фиксаторов аэрозольного баллона.

Регулировки двух видов. С помощью одной регулировки устанавливается высота устройства и положение, другая регулировка для фиксаторов аэрозольного баллона. Некоторые пункты этих двух видов регулировок выполняются вместе, совместно. Это регулировка положения собственно устройства и регулировка фиксаторов.
На рис. 4 указан конкретный метод регулировок.
Вначале устанавливается высота устройства. Поставить запечатанный аэрозольный баллон, добиться, чтобы зазор между самой нижней точкой устройства (самый низ заправочной головки) и верхом аэрозольного баллона был в пределах 2-3 мм (рис. 4). Для этого вначале необходимо отдать фиксирующий болт и повернуть рукоятку подъёма и опускания. По окончании регулировки затянуть фиксирующий болт.
Для регулировки поперечного и продольного положения необходимо ослабить фиксирующий болт и гайку фиксации положения в основании устройства. Перекрыть подачу воздуха. Опустить заправочную головку так, чтобы вошла в крышку баллона. Если головка не вошла в крышку, то отрегулировать высоту устройства. Когда головка войдёт в крышку, затянуть фиксирующие болты. Для регулировки фиксатора положения баллона подвинуть его взад или вперёд. Добиться, чтобы фиксатор касался баллона, затем затянуть фиксирующую гайку.
3. Регулировка управляющих клапанов-штоков (пневматических концевых выключателей). 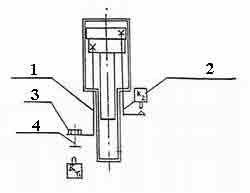
Собственно станок снабжён двумя управляющими клапанами-штоками (пневматическими концевыми выключателями) (рис. 5) - верхним управляющим клапаном-штоком КI и нижним управляющим клапаном-штоком КII.
Верхний управляющий клапан-шток КI служит датчиком верхнего исходного положения совмещённого поршня верхней части станка. После подключения пневмопроводов и трубопроводов подачи пропелента необходимо отрегулировать положение верхнего управляющего клапана-штока КI (верхнего пневматического концевого выключателя КI) так, чтобы нажатие на него совпадало с исходным положением клапана-штока (чтобы на него нажал правый подвижный толкатель).
Нижний управляющий клапан-шток КII (нижний пневматический концевой выключатель) служит датчиком нижнего крайнего положения совмещённого поршня верхней части станка. Регулировка данного клапана требует особой точности. Последовательность операций при регулировке следующая: Вначале необходимо приподнять регулируемую пяту правого подвижного толкателя и нажать на верхний клапан. Затем поставить к фиксаторам аэрозольный баллон. После этого начнётся рабочий цикл. Произойдёт быстрое движение заправочной головки вниз, правый подвижный толкатель также сместится вниз, баллон заправится пропеллентом. Заправка закончится, левый подвижный толкатель больше не сможет опускаться вниз. Поднять нижний управляющий клапан-шток КII до его соприкосновения с толкателем и закрепить его в этом положении. После этого отрегулировать регулируемую пяту толкателя вниз, и добиться более точного касания нижнего клапана так, чтобы происходило нажатие. После этого должен включиться такт обратного движения заправочной головки. Рабочий цикл окончен. После этого осторожно подтянуть крепёж и регулировка окончена.
1 - левая подвижная ручка
2 - правая подвижная ручка
3 - регулируемый напор
4. Регулировка количества заправляемого пропеллента
Регулировка осуществляется с помощью верхней рукоятки станка. Вначале необходимо перекрыть трубопровод, который соединён с цилиндром повышения давления отверстием В. Затем открыть выпускной клапан, выпустить пропеллент, оставшийся в средней части станка. Если верхнюю рукоятку станка вращать по часовой стрелке, количество заправляемого пропеллента будет уменьшаться. Регулировку можно проводить по градуированной шкале со стрелочным указателем, которая установлена собственно на самом станке. Так как газ-вытеснитель бывает разных видов, он может иметь разную удельную массу. Поэтому градуированная шкала служит только для того, чтобы было легче запомнить значение, на которое указывает стрелка. После окончания регулировки (для пропеллента в жидком состоянии замеряется масса, для пропеллента в газообразном состоянии замеряется давление в аэрозольном баллоне), и после достижения требуемых параметров необходимо перекрыть выпускной воздушный клапан и открыть трубопровод подачи газа-вытеснителя.
5. Регулировка верхнего управляющего клапана-штока насоса подачи (верхнего пневматического концевого выключателя насоса подачи).
Как уже было сказано выше, поршень верхнего большого цилиндра насоса подачи движется вниз и вверх. Это результат, который достигается с помощью работы двух управляющих клапанов-штоков (пневматических концевых выключателей), которые установлены на верхнем большом цилиндре насоса подачи. Эти два клапана попеременно подают сигналы, и благодаря этому поршень верхнего большого цилиндра движется взад и вперёд. Поэтому в момент подачи сигнала клапаном-штоком должно происходить касание и нажатие на этот клапан, а когда сигнала от клапана не требуется, нажатия на клапан происходить не должно.
Последовательность регулировки: Подключить трубопровод сжатого воздуха и отключить трубопровод подачи пропеллента (перекрыть шариковый клапан, который находится до обратного клапана I насоса подачи). Затем выпустить из системы большую часть пропеллента (согласно рисунку 1 приоткрыть выпускной клапан, пропеллент выйдет из системы). После этого насос подачи должен совершать поступательные движения. Если поступательных движений не происходит, то нужно отрегулировать верхний и нижний управляющие клапаны-штоки, и добиться возвратно-поступательного движения в насосе подачи. Регулировка закончена.
8 . Обслуживание устройства и наиболее часто встречающиеся неисправности<
Не допускать ударов по трубопроводам рабочего стола, перегиба трубок. Следить за тем, чтобы циклы работы пневмооборудования проходили в нормальном режиме, и не было утечек. Необходимо содержать оборудование в чистоте и регулярно чистить все узлы и детали. Необходимо аккуратно сливать воду из устройства удаления влаги из воздуха, которое расположено у приёмного воздушного патрубка двойного совмещённого пневматического узла с торцевой части рабочего стола. Скопившаяся влага может попасть внутрь пневмопроводов и послужить причиной коррозии деталей станка, в результате чего станок станет работать со сбоями. На приёмном воздушном патрубке двойного совмещённого пневматического узла расположено устройство масляного тумана. Необходимо регулярно следить за уровнем масла в данном устройстве и регулярно доливать масло по мере его расходования. Расход содержимого масляного стакана в течение одной недели считается оптимальным. Превышение расхода масла более предпочтительно, чем его низкий расход. Регулировка осуществляется вращением винта количества масла на двойном совмещённом пневматическом узле. Во время регулировок степень расходования масла видна через прозрачную крышку в верхней части устройства масляного тумана. Крышка должна периодически забрызгиваться.
Нужно с осторожностью обращаться со всеми управляющими клапанами-штоками станка. Не допускать ударов по ним, следить за их стабильным продольным и поперечным положением. Для фиксаторов используются гайки М6, которые должны быть затянуты. Не следует прилагать к ним чрезмерного усилия, иначе можно повредить резьбу.
Необходимо производить периодическую смазку узлов. Точки смазки указанны на рис. 6. 
Необходимо следить за состоянием трубопроводов подачи пропеллента. Не допускать ударов по трубам и их перегибов. Лучше всего трубу для газа-вытеснителя зафиксировать в нескольких местах на отрезке от выхода из баллона до входа в станок. Необходимо установить фильтр трубопровода подачи пропеллента на отрезке от выхода из баллона до входа в станок. Наличие фильтра очень важно. Фильтр не даст содержащимся в газе-вытеснителе примесям попасть в системы станка. По этому необходимо производить своевременную чистку фильтра и не допускать его загрязнения и забивания. Перед заменой фильтра необходимо закрыть шариковые клапаны соответствующего трубопровода. Выпустить пропеллент, оставшийся в фильтре (газ из фильтра спускается поворотом кнопочного выключателя в нижней части фильтра, затем нужно не забыть закрыть травильный клапан). Открыть крышку фильтра, вынуть фильтрующий элемент, промыть его в бензине или в керосине и затем продуть. После этого собрать фильтр.
Обозначения:
1, 2 - точки смазки
3, 4 - подающие насосы
Наиболее часто встречающиеся неисправности оборудования бывают следующих видов:
1. Не происходит ускоренного обратного хода заправочной головки после её ускоренного опускания и заправки баллона.
Причина неисправности может быть в том, что произошло нажатие на нижний клапан К, который работает как нижний концевой выключатель. Если такое происходит часто, нужно ослабить гайку фиксации регулируемого нажимного башмака левого подвижного толкателя. Аккуратно отрегулировать нажимную пяту так, чтобы она нажала на нижний управляющий клапан-шток К. Когда заправочная головка ускоренно вернётся в верхнее положение, нужно закрепить регулируемую нажимную пяту в данном правильно отрегулированном положении с помощью фиксирующей гайки. При этом необходимо проследить, чтобы не было чрезмерного нажатия подвижного толкателя на нижний управляющий клапан-шток К. Нужно только добиться возвратного хода заправочной головки и этого будет достаточно. В противном случае, количество заправляемого пропеллента может оказаться не стабильным. Кроме того, отсутствие ускоренного обратного хода заправочной головки может случиться от того, что пропеллент не поступает в мерный цилиндр. Это будет видно по показаниям манометра, который установлен собственно на станке в его средней части. В таком случае манометр не покажет давления (нормальные показания манометра указаны ниже).
2. Нештатная работа подающего насоса.
При данной неисправности в первую очередь необходимо получить представление о том, какая работа подающего насоса является штатной. Одна из функций подающего насоса заключается в бесперебойной подаче пропеллента из стального баллона в цилиндр повышения давления (далее газ-вытеснитель из цилиндра повышения давления следует в мерный цилиндр станка, а затем в аэрозольный баллон). Когда заправка аэрозольных баллонов осуществляется непрерывно, подающий насос работает без перебоев и с интервалами. Обычно подающий насос от одного до трёх возвратно поступательных такта и делает остановку (для заправки небольшого количества пропеллента необходим 1 такт, для заправки большего количества одного такта не достаточно, необходимо совершить 3 такта). После этого подающий насос находится в состоянии готовности, чтобы продолжить работу. Поэтому насос работает с перерывами.
Один из видов нештатной работы подающего насоса проявляется в том, что насос совсем не работает. В связи с этим он не совершает возвратно поступательных движений. В таком случае в первую очередь необходимо проверить давление сжатого воздуха. Сбоку рабочего стола расположен двойной совмещённый узел воздухоподготовки. Одна часть узла обслуживает механизм газозаправки, а другая часть узла обслуживает сам насос подачи. Для этой части давление воздуха устанавливается низким. Оно должно быть равно 0,4 МРа (это давление контролируется по маленькому манометру в центральной части двойного совмещённого узла воздухоподготовки пневмоисточника). Когда это давление слишком низкое, подающий насос не сможет совершать возвратно поступательных движений. Кроме того, насос может не работать если неправильно отрегулированы пневматические концевые выключатели (о регулировках пневматических концевых выключателей см. пункт 5 главы VII).
Второй вид нештатной работы подающего насоса проявляется в том, что при работе с перерывами он совершает больше возвратно поступательных движений, чем следует. В таком случае необходимо проверить магистраль трубопровода пропеллента от стального баллона до входа в подающий насос. Свободному притоку газа не должно быть препятствий. Все шариковые клапаны должны быть максимально открыты. Кроме того, должны быть максимально открыты все клапаны подачи газа-вытеснителя. Причиной также может быть загрязнение фильтра, который также необходимо проверить. Если при проверке вышеуказанных узлов неисправностей не обнаружено, то возможно в нижней части подающего насоса образовалась грязевая пробка, которая его закупорила. Одновременно с нижней частью также необходимо проверить верхнюю часть подающего насоса, на его поверхности не должно быть мелких капелек от испарины. В противном случае нужно сменить уплотнительные прокладки. Причиной данной неисправности могут также быть не плотности трубопроводов подачи пропеллента и утечка газа-вытеснителя или нештатная работа цилиндра повышения давления.
Третий вид нештатной работы подающего насоса проявляется в том, что он совершает возвратно поступательные движения без перерывов. Данная неисправность может возникнуть от того, что закрыт клапан трубопровода пропеллента на отрезке от стального баллона до входа в подающий насос. Кроме этого, причиной неисправности может быть то, что газ-вытеснитель израсходован. В таком случае необходимо заменить баллон с пропеллентом. Поэтому такая неисправность также может служить сигналом о том, что газ-вытеснитель в баллоне иссяк.
3. Неисправности цилиндра повышения давления.
Цилиндр повышения давления служит для сжатия пропеллента, поступающего из подающего насоса, и его последовательной подачи в мерный цилиндр центральной части станка (центральная часть станка и мерный цилиндр см. на рисунке 1). Нормальная работа цилиндра повышения давления контролируется по показаниям давления на отрезке после выхода из цилиндра повышения давления по манометру, который установлен на центральной части станка. Данный манометр отображает два вида давления. Одно давление - это давление, когда аэрозольный баллон подан к фиксаторам для заправки. Давление во время заправки баллона примерно равно 4 МРа. После того, как устройство завершит цикл и вернётся в исходное положение, манометр покажет другое давление. Это давление, которое поднимается цилиндром повышения давления. Оно должно быть примерно равно 1,8 МРа. Эту цифру можно грубо рассчитать, она примерно равна трёхкратной величине давления сжатого воздуха двойного совмещённого узла. Неисправность может проявиться в том, что это давление не может установиться, либо в том, что показания давления слишком низкие. В первую очередь проверяется давление сжатого воздуха. Кроме того, эта неисправность может быть результатом отказа обратного клапана, который изображён на рис. 2 справа от подающего насоса. Если этот клапан неисправен, давление понизится. Для устранения неисправности следует снять этот клапан, проверить состояние уплотнительной кольцевой прокладки. Данная неисправность также может возникнуть от того, что цилиндр повышения давления не производит возвратно поступательных движений. В таком случае давление подниматься не будет. Причиной этой неисправности может оказаться заклинивание штока и поршня в большой полости цилиндра повышения давления. Необходимо разобрать цилиндр повышения давления и очистить место, которое оказалось причиной заклинивания. После этого необходимо обратить внимание на смазку устройства.
Кроме того, необходимо учитывать следующие особенности. Значение давления устанавливается после перерыва в работе подающего насоса, когда устройство вернётся в исходное положение. Также надо учесть время изменения давления. Давление, которое поднимается цилиндром сжатия, устанавливается в момент, когда станок только завершил возвратный ход.
4. Количество заправляемого пропеллента не стабильно.
В первую очередь необходимо проверить давление сжатого воздуха, оно должно равняться 0,6 МРа для устройства заправки и 0,4 МРа для насоса подачи. Затем проверяется давление после выхода из цилиндра сжатия, оно должно равняться 1,8 МРа (контролируется по показаниям манометра средней части устройства). Когда аэрозольный баллон установлен в позицию к фиксаторам, давление обязательно должно быть повышенным (давление Р должно быть примерно равно 1,8 МРа). Заправку можно производить, только когда установлено такое значение давления. В противном случае количество заправляемого пропеллента будет не стабильно. Поэтому, когда аэрозольный баллон устанавливается в позицию к фиксаторам в начале работы, в первую очередь необходимо проверить давление, которое должно быть примерно равно 1,8 МРа. Кроме того, количество заправляемого пропеллента может уменьшиться в результате износа уплотнений мерного цилиндра. В результате на поверхности устройства от верхней части до ускорительного цилиндра может образоваться испарина. Это сигнал к тому, что необходимо проверить сохранность уплотнений. Когда на поверхности станка испарина, уплотнения необходимо заменить. Для замены уплотнений завод командирует специалиста, который даёт рекомендации и управляет правильным ходом работ. На стабильность заправки также влияет не плотность уплотнения обратного клапана входа В центральной части станка (см. рис. 1). В таком случае необходимо снять обратный клапана В и проверить сохранность кольцевой прокладки. Также причиной разного количества заправленного газа вытеснителя в первый и последующий баллоны и нестабильной заправки может оказаться скопившийся в системе воздух, когда он не полностью выпущен перед пуском станка либо после регулировок вращением рукоятки сверху станка. Это самая обычная причина.
5. Затруднённость работы всех цилиндров основной части станка и работы цилиндра повышения давления.
Необходимо проверить, слита ли вода из устройства отделения влаги двух пневмоисточников двойного совмещённого узла подготовки воздуха. Проверить уровень масла и регулировки устройства образования масляного тумана. Туда должно быть залито масло марки 20 для механизмов.
Наиболее часто происходит затруднённость работы цилиндра повышения давления. При работе происходят задержки либо слышны необычные звуки. Это часто является результатом плохой смазки механизмов. Необходимо немедленно заправить масло в обслуживаемые точки смазки, усилить образование масляного тумана на двойном совмещённом узле подготовки воздуха. В случае если не удалось устранить неисправность и она продолжает проявляться после двадцати рабочих циклов, то возможно на поршне и штоке цилиндра повышения давления образовались неровности и задиры. В таком случае необходимо разобрать неисправный цилиндр, устранить повреждения наждачной шкуркой и зашлифовать изъяны.
6. Образование испарины на верхних частях подающего насоса и цилиндра повышения давления.
Внутреннее устройство подающего насоса и цилиндра повышения давления аналогичны. Они разделены на верхнюю и нижнюю полости и снабжены нижним поршнем в виде сплошного цилиндра, который является штоком верхнего поршня. Если появляется испарина, значит пропеллент из нижней части просачивается в верхнюю. Это происходит от того, что износились уплотнения, либо от того, что на поверхности поршня образовались задиры. Задиры необходимо исправить шлифовкой и добавить масло в точки смазки.
7. Ненормальная работа после замены баллона.
Обычно после установки нового баллона необходимо открыть клапан и дать пропелленту заполнить систему, для чего необходимо включить насос подачи. Через прозрачное стекло у обратного клапана В на рабочем столе (см. рис. 1) будет виден уровень поднимающейся жидкости. Газ-вытеснитель должен полностью заполнить систему. Для этого необходимо открыть продувочный клапан выпуска воздуха и дать ему выйти. Как только начнёт выходить пропеллент, клапан продувки можно закрыть. После этого нужно посмотреть через прозрачное окно у обратного клапана В и убедиться, что система заполнена полностью. Давление должно подняться примерно до 1,8 МРа. После этого можно начинать работу.
9. Быстроизнашивающиеся части
| № / п.п. |
Наименование | Размер | Материал | Коли- чество |
| 1 | Кольцевая прокладка | 35 х 3,5 | Дивинил-нитрильный каучук | 3 |
| 2 | Кольцевая прокладка | 36 х 3,1 | Дивинил-нитрильный каучук | 3 |
| 3 | Кольцевая прокладка | 90 х 3,1 | Дивинил-нитрильный каучук | 6 |
| 4 | Кольцевая прокладка | 125 х 3,1 | Дивинил-нитрильный каучук | 4 |
| 5 | Кольцевая прокладка | 70 х 3,1 | Дивинил-нитрильный каучук | 4 |
| 6 | Кольцевая прокладка | 160 х 3,1 | Дивинил-нитрильный каучук | 2 |
| 7 | Кольцевая прокладка | 9 х 1,9 | Дивинил-нитрильный каучук | 10 |
| 8 | Кольцевая прокладка | 18 х 2,4 | Дивинил-нитрильный каучук | 4 |
| 9 | Кольцевая прокладка | 30 х 3,5 | Дивинил-нитрильный каучук | 2 |
| 10 | Кольцевая прокладка | 36 х 3,5 | Дивинил-нитрильный каучук | 2 |
| 11 | Кольцевая прокладка | 38 х 3,5 | Дивинил-нитрильный каучук | 2 |
| 12 | Кольцевая прокладка | 45 х 3,5 | Дивинил-нитрильный каучук | 5 |
| 13 | Кольцевая прокладка | 40 х 3,1 | Дивинил-нитрильный каучук | 4 |
| 14 | Кольцевая прокладка | 50 х 3,5 | Дивинил-нитрильный каучук | 4 |
| 15 | Кольцевая прокладка | 14 х 2 | Дивинил-нитрильный каучук | 4 |
| 16 | Уплотнительная кольцевая прокладка для отверстий Yx | 160 х 18 | Полиуретан | 1 |
| 17 | Уплотнительная кольцевая прокладка для штоков Yx | 55 х 18 | Полиуретан | 2 |
| 18 | Уплотнительная прокладка Y | 125 х 14 | Дивинил-нитрильный каучук | 3 |
| 19 | Уплотнительное кольцо | Ф76 | Фторопласт | 4 |
| 20 | Уплотнительное кольцо | Ф53 | Фторопласт | 2 |
| 21 | Сгоны для труб | Ф14, G1/2 | Н62 | 1 |
| № / п.п. |
Наименование | Размер | Материал | Количество |
| 1 | Воздушная трубка | Ф6 | Пластик | 2 метра |
| 2 | Воздушная трубка | Ф8 | Пластик | 2 метра |
| 3 | Воздушная трубка | Ф10 | Нейлон | 2 метра |
| 4 | Воздушная трубка | Ф14 | Пластик | 2 метра |
 |
||
| Наполнительная машина количество наполнителя 250,500 мл точность наполнения <= 1% диаметр банки с аэрозолем 35-66 мм пропускная способность 1000-1400 банок в час |
Запечатывающий станок используемая крышка 25.4 мм диаметр банки с аэрозолем 35-66 мм пропускная способность 1200-1600 банок в час |
Ирригационный станок количество наполнителя 100,300,500 мл точность наполнения <=1% пропускная способность 1000-2000 банок в час |
Все права защищены. E-mail: mega-power@asia-business.biz. Tel: 86 13903612274
В случае использования ссылка на сайт обязательна